 中文
中文 英文
英文


 在線客服
在線客服 我們先來看幾個事故案例——
第二次世界大戰初期,英國皇家空軍一架Spitpie戰斗機由于引擎主軸斷裂而墜落,機毀人亡,此事曾震驚英國朝野。
1975年美國芝加哥一家煉油廠,因一根15cm的不銹鋼管突然破裂,引起爆炸和火災,造成長期停產。
法國在開采克拉克氣田時,由于管道破裂,造成持續一個月的大火。
我國在開發某大油田時,也曾因管道破裂發生過井噴,損失慘重。
美國“北極星”導彈因固體燃料發動機機殼破裂而不能發射,美空軍F-11戰斗機在空中突然墜毀等。
途中行駛的汽車因傳動軸突然斷裂而翻車,正在機床上切削的刀具突然斷裂等事故枚不勝舉。

這些災難性的惡性事故,瞬時發生,事先毫無征兆,斷裂無商量,嚴重地威脅著人們生產財產安全。起初科學工作者們對出事原因,眾說紛紜,一籌莫展。后來經過長期觀察和研究,終于探明這一系列的惡性事故的罪魁禍首——氫脆。
揭開氫脆斷裂之迷
氫脆通常表現為鋼材的塑性顯著下降,脆性急劇增加,并在靜載荷下(往往低于材料的σb)經過一段時間后發生破裂破壞的趨勢。眾所周知,氫在鋼中有一定的溶解度。
煉鋼過程中,鋼液凝固后,微量的氫還會留在鋼中。通常生產的鋼,其含氫量在一個很小的范圍內。氫在鋼中的溶解度隨溫度下降而迅速降低,過飽和的氫將要析出。
氫是在鋼鐵中擴散速度最快的元素,其原子半徑最小,在低溫區仍有很強的擴散能力。
如果冷卻時有足夠的時間使鋼中的氫逸出表面或鋼中的氫含量較低時,則氫脆就不易發生。
如果冷卻速度快,鋼件斷面尺寸比較大或鋼中氫含量較高時,位于鋼件中心部分的氫來不及逸出,過剩的氫將進入鋼的一些缺陷中去,如枝晶間隙、氣孔內。若缺陷附近由于氫的聚集會產生強大的內壓而導致微裂紋的萌生與擴展。這是由于缺陷吸附了氫原子之后,使表面能大大降低,從而導致鋼材破壞所需的臨界應力也急劇降低。
一般來說,鋼的氫脆發生在-50℃~100℃之間。溫度過低時,氫的擴散速度太慢,聚集少不會析出;高溫時氫將被“烤”出鋼外,氫脆破壞也不大會發生。
隨著科學的發展,人們又發現氫脆機理的新觀點:氫促進了裂紋尖端區塑性變形,而塑性變形,又促進了氫在該區域內濃集,從而降低了該區的斷裂應力值,這就促進了微裂的產生,裂紋的擴展也伴隨著塑性流變。
影響鋼氫脆斷裂的因素
人們經長期的研究發現,影響鋼氫脆斷裂的因素主要有如下三方面:
環境因素
如鋼在含氫量較高的環境中,如水、酸、氫氣中時,氫通過吸附在鋼鐵表而擴散,造成鋼變脆。同時氫分壓對氫裂紋擴展速度有明顯的影響,提高氫氣壓力會增加氫脆敏感性。
強度因素
一般來說,鋼的強度越高,氫脆敏感性越大。國外一些發達國家明文規定“高強度鋼不準酸洗”就是為了防止氫脆。而化學成分是通過強度來影響鋼的氫脆斷裂,這是因為氫和S、P等原子偏析于晶界會引起晶界結合力減弱,從而促使沿晶界首先斷裂。
熱處理也已查明,鋼的氫脆與其顯微組織和熱處理有密切的關系,實驗和事實標明,該組織在熱力學上穩定性愈差,則氫脆的敏感性愈大。例如珠光體、鐵素體組織的氫脆傾向遠低于馬氏體,而且網狀分布的高碳馬氏體最敏感。
熱處理防氫脆措施
在熱處理產業鏈上,多道工序需要酸洗,如淬火后回火前的酸洗、回火后噴砂前酸洗、蒸汽處理或氧氮化前酸洗、TiN等表面強化前的酸洗以及電鍍前的酸洗等。酸洗在不同階段其目的是不一樣的,有的是為了去除氧化皮,有的是為了提高工件表面活性,有的是為了縮小尺寸等。傳統的酸洗工藝繁瑣、流程長、成本高、能耗大、污染嚴重、勞動條件差等,更為可怕的是對鋼材內在質量產生很大的危害——氫脆。為此,改進酸洗工藝,采取防滲氫措施,已成為幾代人關注的問題。
酸洗工藝的改進
鋼鐵表面的銹蝕主要是鐵的氧化物和氫氧化物等,清除這些銹蝕主要是酸類組分借助表面活性劑等的協同作用來完成的,其作用過程大致是溶解和剝落。為了克服常規酸洗帶來的缺陷,可作如下改進。
首先,降低酸濃度。一般鋼鐵件采用30%~35%HC1(質量分數),除去氧化皮的速度快,但耗量大,酸霧重,對基體的過腐蝕也強,難以保證產品質量。如用低濃度酸洗工藝對降低酸液消耗,改善環境,提高工件表面質量有明顯的經濟效益和社會效益。該工藝利用氧化皮的多孔性,在潤濕劑的作用下使酸液迅速滲透到基體與氧化皮的界面上發生Fe+2HC1==2FeC12+H2↑化學反應,利用氫氣的機械剝落作用,達到除去氧化皮清潔表面的作用。由于氧化物在稀酸中的反應緩慢,尿素等緩蝕劑對裸露基體的吸附力強,防止了過腐蝕,降低了酸的無用消耗,同時亦減輕了工件滲氫數量。
其次,利用混合酸液的綜合特性。生產上常用鹽酸或硫酸液除銹,但兩者的性能各異,若將鹽酸與硫酸按適當比例配制成混合液,能兼有兩者的功能,既能提高除銹速度,又降低了操作溫度。
再次,采用多功能的高效除油除銹劑。近年來出現了“二合一”等多種除油除銹劑和快速除銹劑應用較普遍,這是鋼鐵酸洗工藝的一大進步。
最后,采用特殊的酸洗工藝。針對不同工件的形狀、用途、熱處理狀態采取不同的酸洗工藝,就是說酸洗工藝也應該個性化。
防止氫脆的措施
酸洗過程的滲氫是一個相當復雜的過程,即涉及腐蝕的共軛步驟,又涉及氫在金屬表吸附和析出的以及浸入金屬內部的并、串聯步驟,還涉及到應力腐蝕的深層次問題。研究表明,在酸洗條件下,直接進行滲氫的電化學測量是研究酸洗過程滲氫行為的可行方法。為減輕鋼鐵件滲氫程度,可采取如下一些防滲氫措施。
1、引入多功能的緩抑制。多功能的緩抑劑具有緩蝕與抑霧功能,不僅酸洗速度快,而且阻抑滲氫的功能較強,緩蝕率高。
2、控制酸洗條件。鋼鐵在酸洗液中的滲氫量與酸度關系不太大,但與酸洗溫度成正比,與酸洗時間的平方根成正比,建議采用酸液濃度較高、酸洗時間很短的酸洗方法。高速鋼淬火件等高強度鋼酸洗更要注意這個問題。具體生產單位,應制訂嚴謹工藝,控制好酸的濃度、酸液溫度、酸洗時間三大要素。
3、關注應力腐蝕問題。應力腐蝕開裂是指工件在受到靜載拉應力和特定的腐蝕環境聯合作用下,導致材料發生脆性開裂的過程。經過校直的淬火件,不管是正擊還是反擊,凡經校直過的工件一定先去應力再酸洗,否定氫脆致裂或變脆的幾率相當大,很多單位都有深刻的教訓,但并沒有引起足夠的重視。
4、防止金屬雜質污染酸洗液。業已查明,當酸洗液中含有P、As、Sn、Hg、Pb、Zn、Cd等金屬雜質時,會促進滲氫量增加,加劇氫脆斷裂傾向。
5、驅氫處理。是凡經過酸洗工件,最好進行180~200℃×3~4h驅氫處理。
氫脆試驗方法
如果因熱處理或表面處理產生了滲氫,應在盡可能短的時間內驅趕,使構件不至于因氫脆破壞失效。產生了氫脆也可以通過試驗方法測定。
以前的航空部為測氫脆曾制訂過標準(HB5067)可供參考。該標準規定了用延遲破壞的方法,試驗和鑒定抗拉強度≥1275MPa的結構鋼和高強度鋼經電鍍和化學覆蓋工藝處理后的氫脆性能。
方法原理
結構鋼和高強度鋼由于氫和應力的作用,在小于屈服強度的靜載荷下持續一定時間就會發生早期的脆性斷裂。
氫脆試樣的技術要求主要有四點:
1、試樣材料。應用與產品零件相同的材料制作,熱處理至抗拉強度的上限(硬度與抗拉強度有一定的對應關系)。
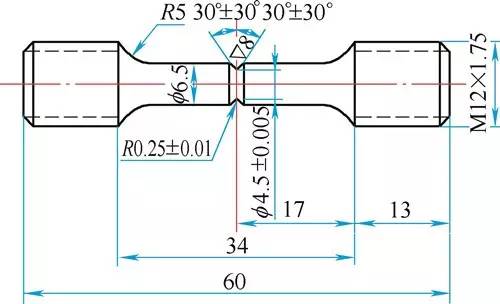
2、試樣的形狀和尺寸。延遲破壞的試樣形狀和尺寸應符合下圖的規定,除圖中已注明的尺寸公差外,其他尺寸公差應符合國家形位公差相關規定。
3、試樣的制造。按圖沿材料的順纖維方向加工試樣,粗加工后熱處理至所要求的抗拉強度,然后精加工至規定尺寸,缺口用中軟細粒氧化鋁砂輪磨制。磨削時應保證缺口根部半徑圓滑。磨削后投影檢查,確保缺口尺寸符合圖紙要求。逐根測量缺口根部直徑(圖中為φ4.5±0.05mm)的尺寸,并做好編號記錄。
4、試樣在鍍蓋前都應消除磨削應力,消除應力的最高溫度應比該工件的回火溫度低10℃~20℃,同時要避開材料回火脆性區,以保證消除應力后的試樣硬度不會下降。
缺口示意
試驗方法
按要求的鍍覆工藝對試樣進行預備處理和鍍覆。帶有鍍層的試樣其缺口的鍍層厚度應不小于12~18μm。鍍覆層應一次完成,不允許退鍍或重復電鍍。鍍覆后,試樣應盡快地(不超過3h)進行除氫。除氫的規范應符合工件或該鋼的鍍覆工藝規范的規定。
延遲破壞試樣根據總載荷可在適當噸位的持久試驗機上進行。加載時按鍍覆前缺口根部尺寸計算試樣的截面積。試樣承受的靜載荷數為未鍍覆試樣的缺口抗拉強度的75%,記錄斷裂時間。
未鍍覆試樣的缺口抗拉強度應是3~5個試樣的平均值。
結果評定
用6根平等的試樣進行延時破壞試驗,在規定的載荷下200h都不破斷,則認為該鋼經此鍍覆工藝氫脆性能合格。如果有一個試樣破斷時間小于200h則認為氫脆性能不合格。
侵權刪